
+86-15003282000
-


-


-


WeChat


станок для колючей проволоки
Когда говорят про станок для колючей проволоки, многие сразу представляют громоздкий конвейер с десятком операторов. На деле современные линии часто компактнее, чем кажется, но тут есть нюансы, о которых не пишут в рекламных каталогах.
Конструктивные особенности, которые влияют на результат
Начну с главного: не бывает универсальных станков для всех типов колючки. Например, для Egoza нужны одни настройки подачи проволоки, для АКЛ – другие. Если производитель обещает ?всё в одном?, стоит проверить редуктор – часто его мощности хватает только на средние нагрузки.
Заметил на практике: проблемы обычно начинаются с узла скрутки. Когда проволока подаётся под углом, а не строго перпендикулярно, шипы получаются неровными. Приходится постоянно контролировать направляющие ролики, особенно при работе с оцинкованной проволокой толщиной от 2,5 мм.
Кстати про оцинковку. После перехода на материал с полимерным покрытием пришлось менять и настройки обжимных валов – полимер скользит иначе, требует большего давления. Мелочь, но без этого готовые изделия получаются с браком.
Ошибки при выборе оборудования
В 2019 году знакомое предприятие из Аньпина купило китайскую линию за полцены от европейского аналога. Через три месяца отказал блок намотки – оказалось, производитель сэкономил на подшипниках. Ремонт встал в 40% от стоимости станка.
Лично я всегда проверяю сварочные швы на раме. Если вижу наплывы или неравномерный провар – это признак кустарной сборки. Такие конструкции не выдерживают вибрации даже при штатной работе.
Важный момент: некоторые путают производительность и скорость. Станок может выдавать 200 м/ч, но если автоматическая обрезка не успевает за подачей, получится брак. Нужно смотреть на синхронизацию всех узлов, а не на цифры в паспорте.
Реальные кейсы из практики
На производстве ООО ?Изделия Из Проволочной Сетки Энбен Округа Аньпин? столкнулись с интересной проблемой: при работе с проволокой разной толщины ролики быстро изнашивались. Решение нашли простое – стали использовать сменные вставки из закалённой стали. Просто, но эффективно.
Ещё пример: когда увеличили объёмы выпуска, заметили, что проволока часто рвётся на участке между разматывателем и формирующим узлом. Оказалось, дело в недостаточном натяжении. Поставили дополнительный динамометр – проблема исчезла.
Кстати, на их сайте absb.ru есть технические отчёты по этому вопросу. Полезно почитать, чтобы не повторять чужих ошибок.
Техническое обслуживание: что часто упускают
Многие забывают про чистку направляющих после смены. А между тем, металлическая пыль от проволоки оседает на всех поверхностях и ускоряет износ. Раз в неделю обязательно нужно продувать пневматикой все узлы.
Смазка – отдельная тема. Для подшипников в зоне высоких температур обычный Литол не подходит – выгорает за две-три смены. Нужно специальное высокотемпературное масло, иначе ремонт неизбежен.
Запчасти лучше заказывать с запасом. Особенно это касается ножей для обрезки – они тупятся быстрее, чем предполагают производители. На своём опыте убедился: минимальный запас должен быть на месяц работы.
Перспективы развития оборудования
Сейчас многие переходят на цифровое управление натяжением. Это действительно удобно – можно точно выставлять параметры для разных материалов. Но и риски есть: при скачке напряжения электроника часто выходит из строя первой.
Интересное направление – комбинированные линии, которые производят и колючую проволоку, и сетчатые ограждения. Такие решения особенно актуальны для предприятий полного цикла, как тот же завод в Аньпине.
Лично считаю, что будущее за модульными системами. Когда можно докупать отдельные узлы под конкретные задачи, а не менять всю линию. Это экономически выгоднее, особенно для средних производств.
Выводы
Выбирая станок для колючей проволоки, нужно смотреть не на ценник, а на совокупность факторов: от качества сборки до доступности запчастей. Техническая поддержка от производителя – тоже важный момент.
Опыт предприятий из ?родины проволочной сетки? в Хэбэе показывает: даже хорошее оборудование требует постоянного контроля и адаптации под конкретные условия. Универсальных решений тут нет и быть не может.
Главное – не бояться дорабатывать станки под свои нужды. Часто простые решения оказываются эффективнее дорогих модернизаций. Проверено на практике неоднократно.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Габионная сетка
Габионная сетка -
 Канатная сетка из нержавеющей стали
Канатная сетка из нержавеющей стали -
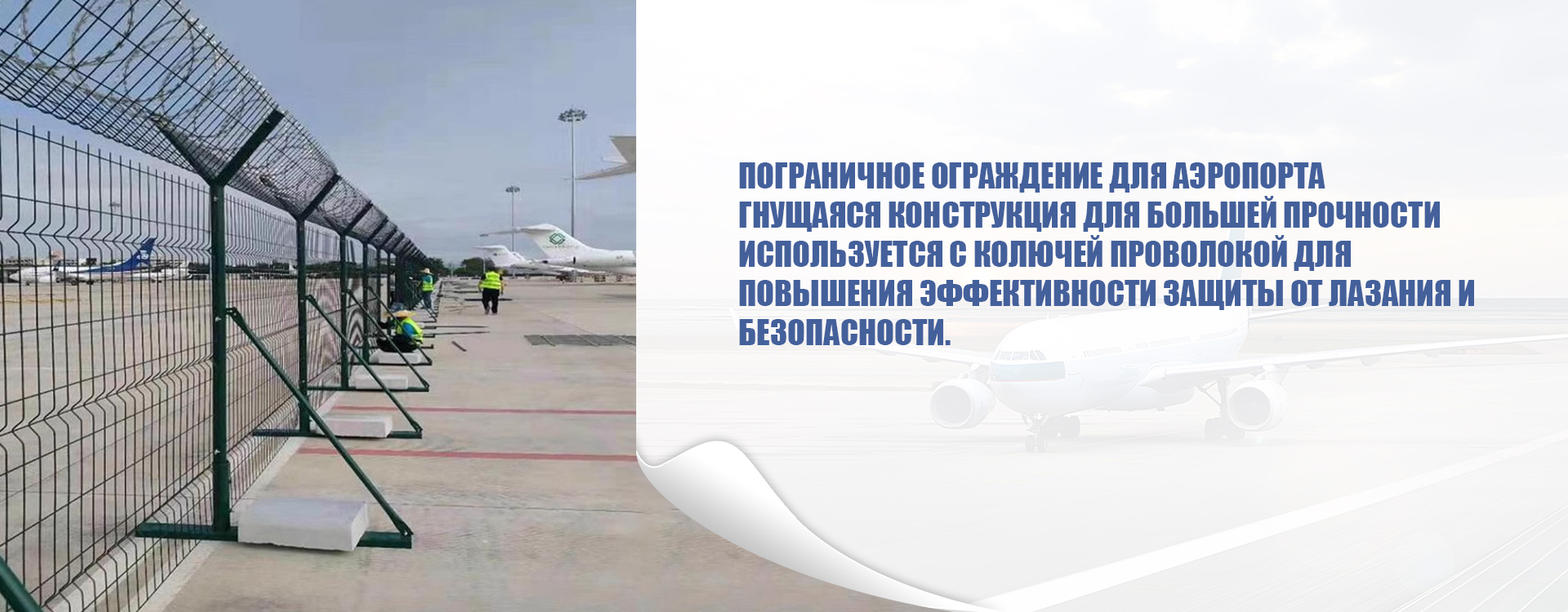
 Ограждение из горячего цинкования
Ограждение из горячего цинкования -
 Оцинкованная сетка
Оцинкованная сетка -
 Рамное ограждение
Рамное ограждение -
 Сетка для барбекю
Сетка для барбекю -
 Перфорированная пластина мастерской изолирующая сетка
Перфорированная пластина мастерской изолирующая сетка -
 Ландшафтная габионная сетка
Ландшафтная габионная сетка -
 Сетка из нержавеющей стали
Сетка из нержавеющей стали -
 Педаль
Педаль -
 Экран из нержавеющей стали
Экран из нержавеющей стали -
 Барьерная сеть запутывания
Барьерная сеть запутывания
Связанный поиск
Связанный поиск- Поставщики складских ограждений
- Китай завод колючей проволоки забор
- сетка оцинкованная 15х15 мм
- сетка 2х2 металлическая цена
- сетка сварная 50х100 оцинкованная
- сетка сварная оцинкованная пвх
- гибкая металлическая сетка
- купить металлическую сетку для стяжки полов
- Полиэфирная габионная сетка
- Поставщики перфорированной стальной сетки из Китая