
+86-15003282000
-


-


-


WeChat


производство металлической сетки
Если брать производство металлической сетки, многие думают – нарезал проволоку, сплел и готово. Но на деле даже выбор стали для проволоки определяет, выдержит ли сетка мороз -40°C или рассыплется через сезон. Мы в ООО Изделия Из Проволочной Сетки Энбен Округа Аньпин с 2014 года через это прошли – знаю, как партия низкоуглеродистой стали с превышением меди на 0.3% приводила к трещинам при плетении.
Технологические нюансы при работе с проволокой
В уезде Аньпин, где наша компания базируется, исторически сложилась целая экосистема для производства металлической сетки. Но локальные поставщики проволоки иногда экономят на отжиге – и тогда при плетении сетка-рабица получается с 'мертвыми зонами', где проволока не гнется, а ломается. Приходится либо гнать станок на низких оборотах, либо брать импортную проволоку, что удорожает себестоимость на 15-20%.
Запомнился случай 2018 года, когда мы пробовали комбинировать оцинкованную и нержавеющую проволоку в одной партии для забора. Казалось бы, обе стали, но разный коэффициент температурного расширения дал через зиму волны на полотне. Пришлось переделывать за свой счет – теперь всегда тестируем совместимость материалов в климатической камере.
С автоматизацией тоже не все просто. Новое оборудование для сварных сеток требует идеальной калибровки – если робот хоть на градус сместит электроды, в точках сварки образуются микротрещины. Такие дефекты видны только под микроскопом, но именно они становятся очагами коррозии через 2-3 года.
Проблемы контроля качества на разных этапах
Контроль качества – это не про выборочную проверку готовых рулонов. Мы на absw.ru всегда указываем, что тестируем сырье на растяжение до начала производства. Но даже это не страхует от сюрпризов – например, когда в партии проволоки попадаются метры с неравномерным цинковым покрытием. Вроде бы и толщина по ГОСТу, а где-то 80 мкм, где-то 110. После плетения такие участки дают разный оттенок под солнцем.
Особенно сложно с сетками для строительства – там допуски по ячейке ±1 мм. При ручной настройке станков операторы иногда 'пережимают' натяжение, и сетка получается стабильной, но с нарушением пластичности. Проверяю это старым методом – если согнуть край сетки в тисках под 90°, не должно быть заломов по линии сгиба.
Упаковка – отдельная головная боль. Казалось бы, завернул в пленку и готово. Но если намотать рулон слишком туго, при транспортировке сетка деформируется изнутри. Пришлось разработать свою систему прокладок из картона между слоями – просто, но эффективно.
Специфика работы с разными типами сеток
Сварная сетка – отдельная история. Здесь главное – не пережечь проволоку в точках контакта. Мы в Энбен опытным путем вывели свой режим: для проволоки 3-4 мм ток не более 120 А при длительности импульса 0.3 с. Но даже при этих параметрах бывает, что смена электродов меняет картину – приходится постоянно мониторить.
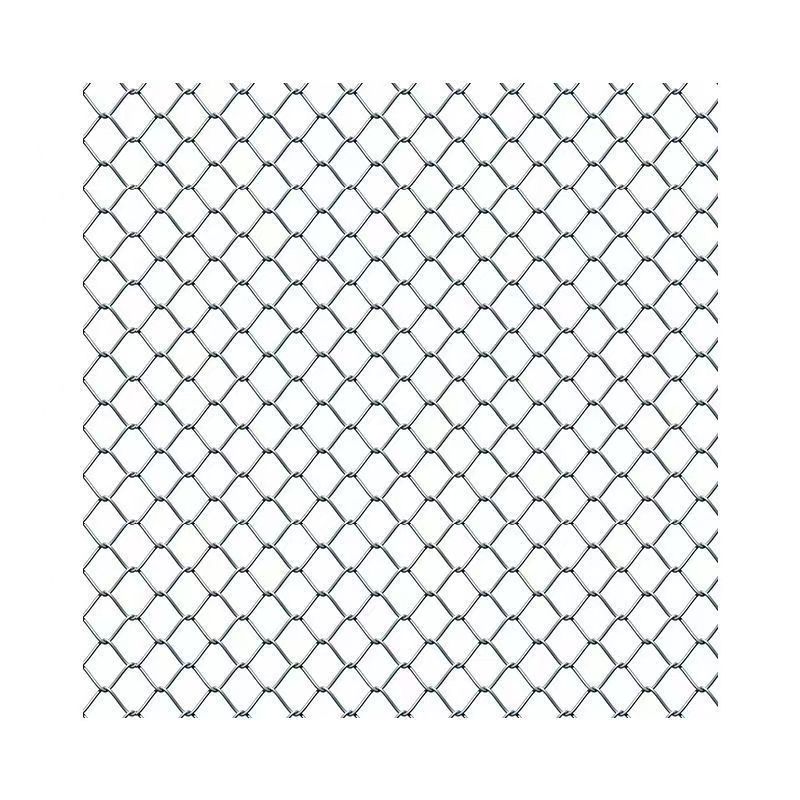
Плетеные сетки типа рабицы кажутся проще, но там свои нюансы. Например, при плетении ячейки 50х50 мм из проволоки 1.6 мм станок должен делать ровно 42 витка в минуту – если быстрее, проволока перегревается и теряет прочность. Это не в инструкциях пишут, только опыт подсказывает.
Для нержавеющих сеток важно чистое производство – случайная железная пыль от другого оборудования может запустить процесс коррозии. Пришлось выделять отдельный цех с принудительной вентиляцией и фильтрацией воздуха. Дорого, но необходимо – иначе теряется смысл использования нержавейки.
Адаптация под требования клиентов
Часто заказчики просят 'сетку как у всех, но дешевле'. Объясняю, что экономия на антикоррозийной обработке выйдет боком – показываю образцы с разной оцинковкой через год эксплуатации в агрессивной среде. После этого обычно соглашаются на горячее цинкование, хотя изначально хотели электролитическое.
Бывают и нестандартные задачи – например, для сельхозпредприятия требовалась сетка с ячейкой 8х8 мм, но с увеличенной прочностью на разрыв. Пришлось экспериментировать с холодной вытяжкой проволоки – увеличили степень обжатия с 12% до 18%, но при этом пришлось снизить скорость протяжки, чтобы не образовывались микротрещины.
Сложнее всего с архитектурными решениями – там где сетка идет как декоративный элемент. Требования к внешнему виду жесткие, малейшая рябь на поверхности уже брак. Для таких заказов держим отдельный станок с полированными валами и ежесменной проверкой оснастки.
Логистика и хранение – недооцененные факторы
Хранение металлической сетки – отдельная наука. Если сложить рулоны прямо на бетон, в местах контакта появляется конденсат даже в сухом помещении. Мы используем деревянные прокладки и соблюдаем температурный режим – опыт показал, что перепады более 10°C в сутки вредят даже оцинкованным сеткам.
При погрузке тоже есть тонкости – вилочный погрузчик должен захватывать рулон строго по центру, иначе деформация неизбежна. Разработали простейшее приспособление из направляющих, которое исключает перекос. Мелочь, но сохраняет качество продукции.
Для экспортных поставок пришлось полностью пересмотреть упаковку – добавляем силикагель и вакуумную пленку, хотя для внутреннего рынка это излишне. Но в контейнере при перепаде влажности даже оцинкованная сетка может покрыться 'белой ржавчиной', если не принять мер.
В производстве металлической сетки мелочей не бывает – от химического состава стали до способа погрузки в транспорт. Мы в ООО Изделия Из Проволочной Сетки Энбен Округа Аньпин за годы работы набили достаточно шишек, чтобы понимать: надежная сетка получается только когда контролируешь каждый этап, а не только конечный продукт. И да, иногда стоит послушать старых мастеров – их эмпирические методы часто точнее новейшего оборудования.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Забор завода по производству цинковой стали
Забор завода по производству цинковой стали -
 Полка доски отверстия
Полка доски отверстия -
 Оцинкованная сетка
Оцинкованная сетка -
 Габионная сетка
Габионная сетка -
 Полиэфирная габионная сетка
Полиэфирная габионная сетка -
 Смелая сварная проволочная сетка
Смелая сварная проволочная сетка -
 Изоляционная сетка для роботов
Изоляционная сетка для роботов -
 Ландшафтная габионная сетка
Ландшафтная габионная сетка -
 Сетка из нержавеющей стали
Сетка из нержавеющей стали -
 Барьерная сеть запутывания
Барьерная сеть запутывания -
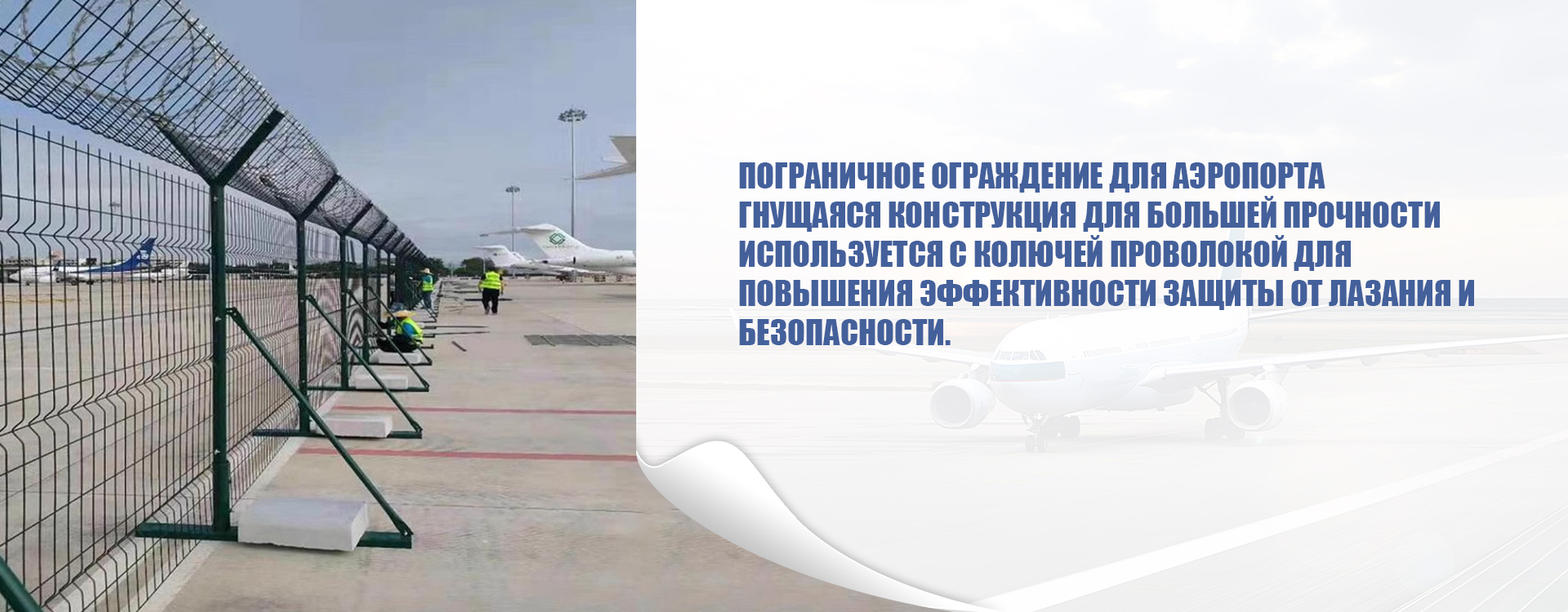
 Ограждение из стальной сетки
Ограждение из стальной сетки -
 Сетка для барбекю
Сетка для барбекю
Связанный поиск
Связанный поиск- 3d заборная сетка
- ПВХ ограждение сетки производители в Китае
- сетка оцинкованная сварная ячейка 5 мм
- сетка строительная оцинкованная
- Завод сетки фильтра в Китае
- сетка оцинкованная гост 2715 75
- Тюремный забор
- сетка оцинкованная для габионов купить
- сетка металлическая 2 мм ячейка
- сетка металлическая оцинкованная 20х20