
+86-15003282000
-


-


-


WeChat


маты с металлической сеткой
Когда слышишь 'маты с металлической сеткой', многие сразу представляют себе просто сварную сетку в рулонах. На деле же это сложные инженерные изделия, где каждая деталь - от типа плетения до метода фиксации края - влияет на конечные характеристики. В нашей практике было несколько случаев, когда заказчики требовали 'обычную сетку', а потом сталкивались с деформацией под нагрузкой уже через месяц эксплуатации.
Конструктивные особенности, которые не всегда очевидны
Возьмем, к примеру, армирующие маты для асфальтобетона. Казалось бы, стандартный продукт, но именно здесь чаще всего возникают проблемы с совместимостьми материалов. Сетка из оцинкованной проволоки может вступать в реакцию с некоторыми добавками в асфальте, что приводит к точечной коррозии. Мы в свое время проводили испытания с разными покрытиями, включая полимерные, но они показали себя нестабильно при температурных перепадах.
Особенно критичен выбор диаметра проволоки для маты с металлической сеткой, используемых в горнодобывающей отрасли. Помню, на одном из карьеров в Кемерово из-за слишком тонкой проволоки в фильтрующих матах происходил частый разрыв под давлением пульпы. Пришлось пересчитывать параметры ячейки и усиливать краевые зоны дополнительной сваркой.
Что касается антикоррозионной обработки, то горячее цинкование остается наиболее надежным вариантом для большинства регионов России. Холодное цинкование, которое активно предлагают некоторые поставщики, на деле держится не больше двух сезонов в условиях влажного климата.
Производственные нюансы, влияющие на качество
На нашем производстве в Аньпине мы прошли несколько итераций по оптимизации технологии сварки. Первоначально использовали контактную сварку, но при больших объемах это приводило к неравномерному прогреву стыков. Перешли на роликовую сварку с ЧПУ - качество соединений улучшилось, но пришлось закупать дополнительное оборудование.
Контроль качества на каждом этапе - это то, без чего невозможно говорить о стабильных характеристиках маты с металлической сеткой. Мы внедрили выборочное тестирование каждой пятой партии на разрывную прочность, хотя изначально считали это излишним. Как показала практика, именно такой подход помогал вовремя выявлять отклонения в качестве исходной проволоки.
Упаковка - казалось бы, мелочь, но именно здесь многие производители экономят, а потом получают претензии по геометрии изделий. Мы используем деревянные поддоны с дополнительными распорками, особенно для матов размером более 2х6 метров. Да, это удорожает себестоимость, но сохраняет товарный вид при транспортировке.
Региональные особенности применения
В Сибири, где перепады температур достигают 80 градусов, стандартные решения часто не работают. Для нефтегазовых объектов в ХМАО мы разрабатывали специальные маты с добавлением легирующих элементов в сталь. Это увеличивало стоимость на 15-20%, но зато исключало хрупкость при -50°C.
Для европейской части России, где преобладают почвы с высокой кислотностью, важнее оказывается не столькo толщина цинкового покрытия, сколько подготовка поверхности перед оцинкованием. Наш технолог как-то показывал сравнительные тесты - при неправильной обезжирке покрытие отслаивается уже через год.
Интересный опыт был с поставками для сельхозпредприятий Краснодарского края. Там маты с металлической сеткой использовали для вентилируемых полов в животноводческих комплексах. Оказалось, что аммиачные пазы значительно ускоряют коррозию, пришлось разрабатывать комбинированное покрытие: цинк плюс полимерная оболочка.
Типичные ошибки при монтаже
Самая распространенная - неправильная стыковка матов между собой. Видел объекты, где монтажники просто укладывали их внахлест без фиксации. При вибрации края начинают 'играть', что приводит к разрушению краевых зон. Мы всегда рекомендуем использовать специальные скобы или сварку в стык.
Еще один момент - подготовка основания. Для тяжелых матов толщиной от 8 мм необходимо бетонное основание, иначе неизбежна просадка. Был случай на строительстве логистического центра под Москвой, где заказчик сэкономил на подготовке основания - через полгода пришлось перекладывать весь пол.
При резке матов на объекте часто забывают обрабатывать края. А ведь именно срез - самое уязвимое место для начала коррозии. Мы сейчас комплектуем крупные партии специальным составом для обработки срезов, хотя это и не прописано в ГОСТах.
Перспективные разработки и ограничения
Экспериментировали с нержавеющей сталью марки AISI 304 для пищевой промышленности. Технически получается отличный продукт, но цена оказывается неподъемной для большинства заказчиков. Возможно, стоит рассматривать комбинированные варианты только для критичных зон.
Интересное направление - маты с переменной плотностью ячейки. Мы делали пробную партию для фильтрации в химическом производстве. Технологически сложно, но результат превзошел ожидания - удалось добиться увеличения срока службы на 40%.
Сейчас изучаем возможность производства матов с двойным армированием - когда поверх основной сетки идет дополнительное усиление в зонах максимальной нагрузки. Пока сложно сказать, насколько это будет востребовано рынком, но тестовые образцы показывают хорошие результаты.
Что касается компании ООО 'Изделия Из Проволочной Сетки Энбен Округа Аньпин', то наше расположение в уезде Аньпин, который не зря называют 'родиной проволочной сетки', дает доступ к лучшим кадрам и технологиям. С 2014 года мы накопили достаточный опыт, чтобы предлагать не просто стандартные решения, а продукты, адаптированные под конкретные задачи заказчика. Подробнее с нашими разработками можно ознакомиться на https://www.absw.ru
Соответствующая продукция
Соответствующая продукция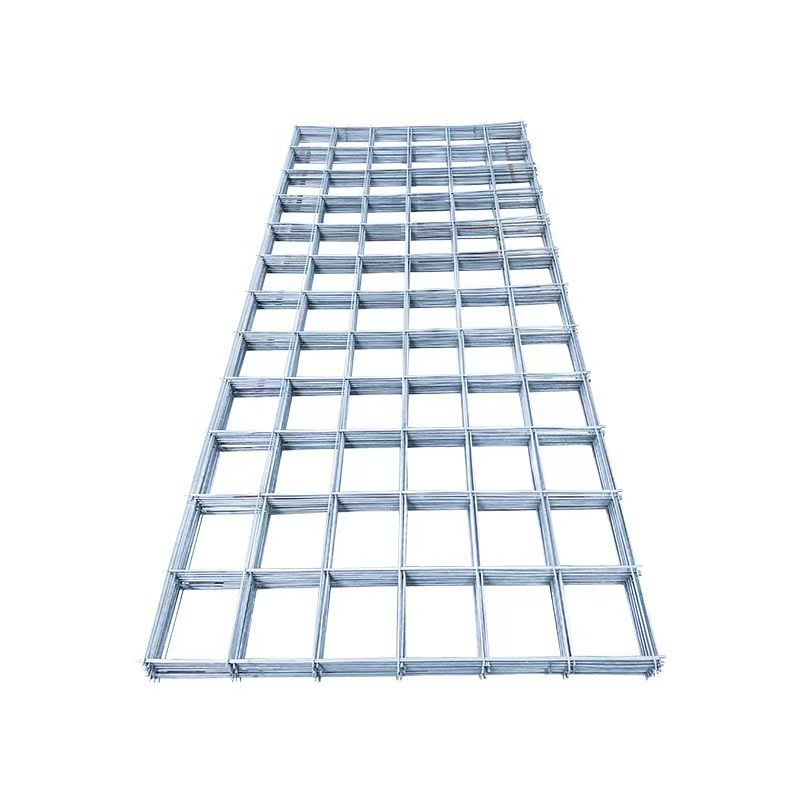



Самые продаваемые продукты
Самые продаваемые продукты-
 Смелая сварная проволочная сетка
Смелая сварная проволочная сетка -
 Ограждение канала осмотра мастерской
Ограждение канала осмотра мастерской -
 Забор завода по производству цинковой стали
Забор завода по производству цинковой стали -
 Перфорированная пластина мастерской изолирующая сетка
Перфорированная пластина мастерской изолирующая сетка -
 Оцинкованный перфорированный лист с отверстиями
Оцинкованный перфорированный лист с отверстиями -
 Алмазная сетка из нержавеющей стали
Алмазная сетка из нержавеющей стали -
 Барьерная сеть запутывания
Барьерная сеть запутывания -
 Рамное ограждение
Рамное ограждение -
 Полка доски отверстия
Полка доски отверстия -
 Сетка для барбекю
Сетка для барбекю -
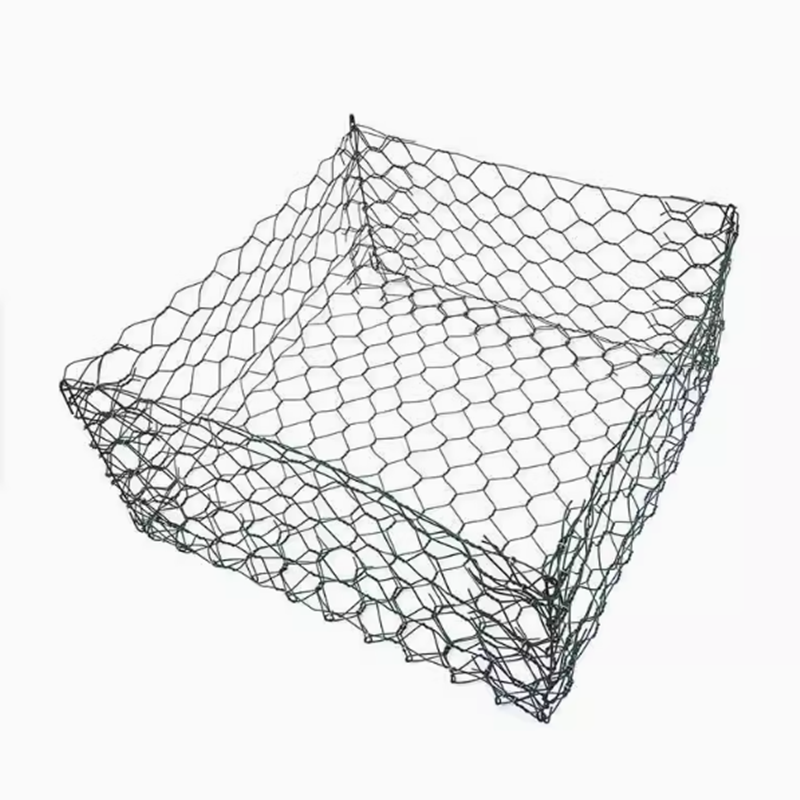
 Габионная сетка
Габионная сетка -
 Ромбовидная стальная сетка, эластичная сетка, сетка для педалей платформы
Ромбовидная стальная сетка, эластичная сетка, сетка для педалей платформы
Связанный поиск
Связанный поиск- фильтр скважинный сетка
- сетка металлическая 50х50 мм
- Производитель 3d прочной сетки ограждения из Китая
- Производитель ландшафтных габионных сеток
- Поставщики 3d прочный забор сетка из Китая
- сварная сетка завод в Китае
- Производители оцинкованной прочной сварной проволочной сетки в Китае
- Сетка для украшения потолка
- сетка оцинкованная 50х50х3
- производители ландшафтной сварной габионной сетки в Китае