
+86-15003282000
-


-


-


WeChat


изготовление колючей проволоки
Когда говорят про изготовление колючей проволоки, многие представляют просто навивку шипов на стальной сердечник. На деле же технология куда сложнее - от выбора сырья до финишной антикоррозийной обработки. В уезде Аньпин, где наша компания ООО Изделия Из Проволочной Сетки Энбен Округа Аньпин работает с 2014 года, до сих пор встречаются цеха, где колючку делают почти кустарно. Но современный рынок требует совершенно других стандартов.
Сырье и подготовительный этап
Основная ошибка новичков - экономия на проволоке-основе. Брали низкоуглеродистую сталь без оцинковки, потом удивлялись, почему через сезон колючка превращается в ржавую нитку. Мы в Энбен Округа Аньпин перепробовали десятки марок стали, пока не остановились на комбинации высокоуглеродистой проволоки и горячего цинкования.
Толщина сердечника - отдельная тема. Для периметровых ограждений идёт проволока 2.5 мм, но если клиенту нужна колючая проволока для временных конструкций, можно брать и 2.0 мм. Хотя лично я всегда советую не мельчить - прочность теряется заметно.
Перед подачей на станок проволоку обязательно проверяем на равномерность покрытия. Бывало, партия с завода приходила с микротрещинами в цинковом слое - вся такая продукция сразу в брак. На сайте https://www.absw.ru у нас прописаны все параметры контроля, но в реальности каждый мастер на глаз определяет качество оцинковки.
Технология формирования шипов
Самый критичный этап - навивка острых элементов. Станки с ЧПУ конечно дают стабильность, но ручная настройка до сих пор важна. Особенно при переходе между типами колючей проволоки - скажем, с классической 'Аканты' на современную Ego.
Зазубрины должны располагаться под строгим углом, иначе колючая проволока теряет эффективность. Помню, в 2017 году пробовали экспериментировать с асимметричным расположением шипов - в теории должно было лучше цепляться. На практике же проволока постоянно перекручивалась при натяжении.
Скорость навивки тоже влияет на качество. Слишком быстро - проволока перегревается, цинковое покрытие отслаивается. Медленно - себестоимость зашкаливает. Оптимальный режим для нашего оборудования нашли только через полгода проб и ошибок.
Контроль качества на производстве
В нашем цеху всегда лежит образец колючей проволоки, который мы считаем эталонным. Новые партии сравниваем не только по ГОСТу, но и 'на ощупь' - опытный технолог по гибкости проволоки может определить процент содержания углерода.
Раз в месяц обязательно тестируем на разрывной машине. Интересно, что иногда формальные характеристики соответствуют норме, а при реальном монтаже проволока лопается в самых неожиданных местах. Поэтому мы дополнительно проводим испытания на имитаторе ветровых нагрузок.
Особое внимание - сварным соединениям в армированной колючей проволоке. Раньше бывало, что конвейерная лента рвется именно в этих точках. Сейчас внедрили ультразвуковой контроль каждого стыка.
Антикоррозийная защита
Горячее цинкование - это только база. Для морских регионов или промзон дополнительно наносим полимерное покрытие. Но здесь есть нюанс - слишком толстый слой полимера скругляет шипы, снижая защитные свойства.
Пробовали разные цвета покрытий - от стандартного зеленого до серого и черного. Выяснилось, что темные тона сильнее нагреваются на солнце, что ускоряет старение основы. Теперь рекомендуем клиентам светлые оттенки для южных регионов.
Кстати, о цинковании. Многие производители экономят, делая покрытие тоньше 70 мкм. Мы в ООО Изделия Из Проволочной Сетки Энбен Округа Аньпин придерживаемся стандарта 90-110 мкм - проверено, что именно такая толщина гарантирует 15 лет службы в умеренном климате.
Упаковка и логистика
Казалось бы, что сложного - смотал бухту и отгружай. Но неправильная намотка приводит к деформации шипов. Раньше использовали обычные барабаны, пока не столкнулись с тем, что при транспортировке колючая проволока сплющивалась под собственным весом.
Сейчас разработали специальные катушки с фиксаторами - между витками остаются зазоры. Да, занимает больше места в фуре, зато на объекте клиент получает идеально ровную проволоку без поврежденных участков.
Для экспортных поставок дополнительно используем влагопоглотители в упаковке. Однажды отгрузили партию в Среднюю Азию без них - при распаковке обнаружили первые признаки 'белой ржавчины'. Теперь это обязательный пункт в инструкции для отдела логистики.
Эволюция стандартов безопасности
Современные требования к колючей проволоке уже не ограничиваются простой защитой периметра. Например, для исправительных учреждений теперь нужны специальные сплавы, которые невозможно распилить обычной ножовкой.
Мы тестировали вариант с добавлением карбида вольфрама в сердечник - эффективно, но стоимость производства зашкаливала. Остановились на оптимальном варианте - двойное плетение с разными типами шипов на одном сердечнике.
Интересный тренд последних лет - колючая проволока с датчиками вибрации. Монтажникам пришлось осваивать новые навыки прокладки сигнальных линий параллельно с установкой ограждения. Но это уже тема для отдельного разговора.
Региональные особенности спроса
В нашем регионе, который не зря называют 'родиной проволочной сетки', исторически сложились особые стандарты качества. Местные заказчики всегда обращают внимание на детали, которые в других регионах могут пропустить.
Например, для животноводческих хозяйств требуется особая колючая проволока - достаточно острая, чтобы отпугнуть хищников, но не наносящая серьезных ран домашнему скоту. Пришлось разрабатывать специальный профиль шипов.
Сельхозпредприятия часто заказывают оцинкованную колючую проволоку с дополнительным полимерным покрытием - удобно, что на сайте https://www.absw.ru можно сразу посмотреть все доступные варианты комбинаций защитных слоев.
В итоге хочу сказать - изготовление колючей проволоки только кажется простым процессом. На деле же это постоянный баланс между стоимостью, прочностью и эффективностью. И те производители, кто понимает эту тонкую грань, остаются на рынке надолго. Мы в Энбен Округа Аньпин за годы работы научились чувствовать эти нюансы - может поэтому клиенты возвращаются снова.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Алмазная сетка из нержавеющей стали
Алмазная сетка из нержавеющей стали -
 Оцинкованный перфорированный лист с отверстиями
Оцинкованный перфорированный лист с отверстиями -
 Сетка для барбекю
Сетка для барбекю -
 Лезвие бритвы колючая проволока
Лезвие бритвы колючая проволока -
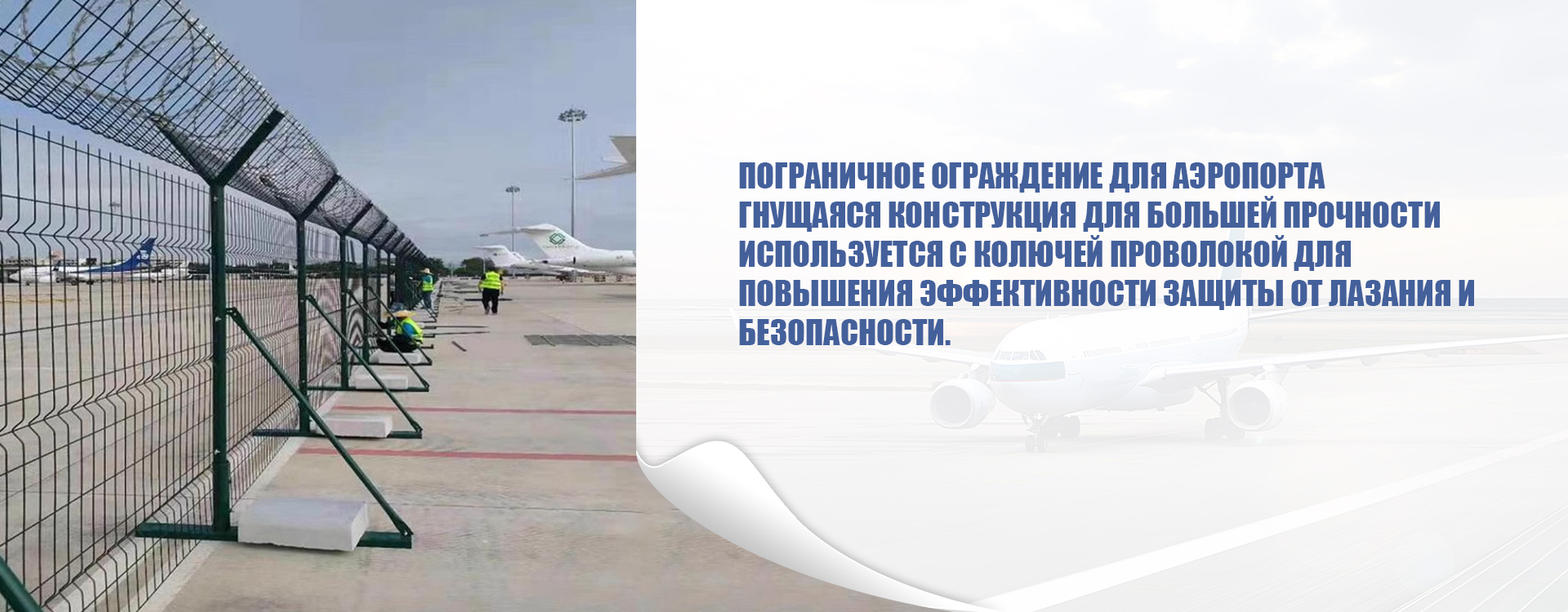
 Ограждение из горячего цинкования
Ограждение из горячего цинкования -
 Экран из нержавеющей стали
Экран из нержавеющей стали -
 Ограждение из стальной сетки
Ограждение из стальной сетки -
 Полка доски отверстия
Полка доски отверстия -
 Габионная сетка
Габионная сетка -
 Рамное ограждение
Рамное ограждение -
 Колючая проволока
Колючая проволока -
 Канатная сетка из нержавеющей стали
Канатная сетка из нержавеющей стали
Связанный поиск
Связанный поиск- Поставщики металлической сетки из Китая
- сетка сварная оцинкованная ячейка 6 мм
- сетка строительная заборная
- Поставщики 10 10 оцинкованной проволочной сетки из Китая
- Производитель ограждений безопасности
- сетка сварная оцинкованная 25 25 1
- фильтр сетка для клапана
- сетка металлическая ячейка 50 50
- Забор из колючей проволоки
- сетка металлическая 40 40